



In high-tech manufacturing, your HVAC system is the critical pulse of your facility. We transform this system from a major utility expense into a high-performance asset. Since HVAC can account for over 50% of utility costs, our engineering focuses on reducing overhead through energy-efficient solutions that protect your products while maintaining total regulatory compliance across global markets.
Our systems deliver specialized command over environments where stability is a baseline requirement. We provide the precision cooling and filtration necessary for semiconductor fabrication, biotech labs, and specialized healthcare, ensuring operations remain flawless. This expertise extends to managing massive thermal loads for AI-ready Data Centers and strict humidity demands for Food & FMCG with industrial-grade rigor.
We deliver performance-guaranteed environments meeting ASHRAE, ISO, and Eurovent standards. Our tropicalized designs withstand extreme climates without losing efficiency, ensuring your mission-critical infrastructure remains operational 24/7.
As the heart of process-heavy operations, our Industrial Chillers are available in both air-cooled and water-cooled configurations to ensure 24/7 industrial uptime. We utilize advanced Screw and Scroll compressor technology that dynamically adjusts power consumption based on real-time cooling loads, maximizing energy efficiency. These systems are engineered to provide rock-solid process stability by maintaining consistent chilled water temperatures, protecting sensitive machinery from thermal fluctuations while utilizing low-GWP refrigerants to meet your global sustainability goals.
Our HVAC systems utilize prefabricated ducting to ensure high-precision assembly and structural integrity. By manufacturing components in a controlled factory environment, we achieve tighter tolerances than traditional onsite fabrication. This method significantly reduces installation timelines and ensures air leakage remains at a bare minimum, maintaining system static pressure and motor efficiency.
For thermal regulation, ducts are lined with polyethylene or nitrile rubber to suppress heat loss and manage condensation in industrial climates. We also provide Pre-Insulated Ducts (PID)—an integrated solution that combines structural ducting with high-R-value insulation. These systems offer a lightweight, corrosion-resistant alternative suitable for specialized environments, including pharmaceutical cleanrooms and heavy manufacturing plants.
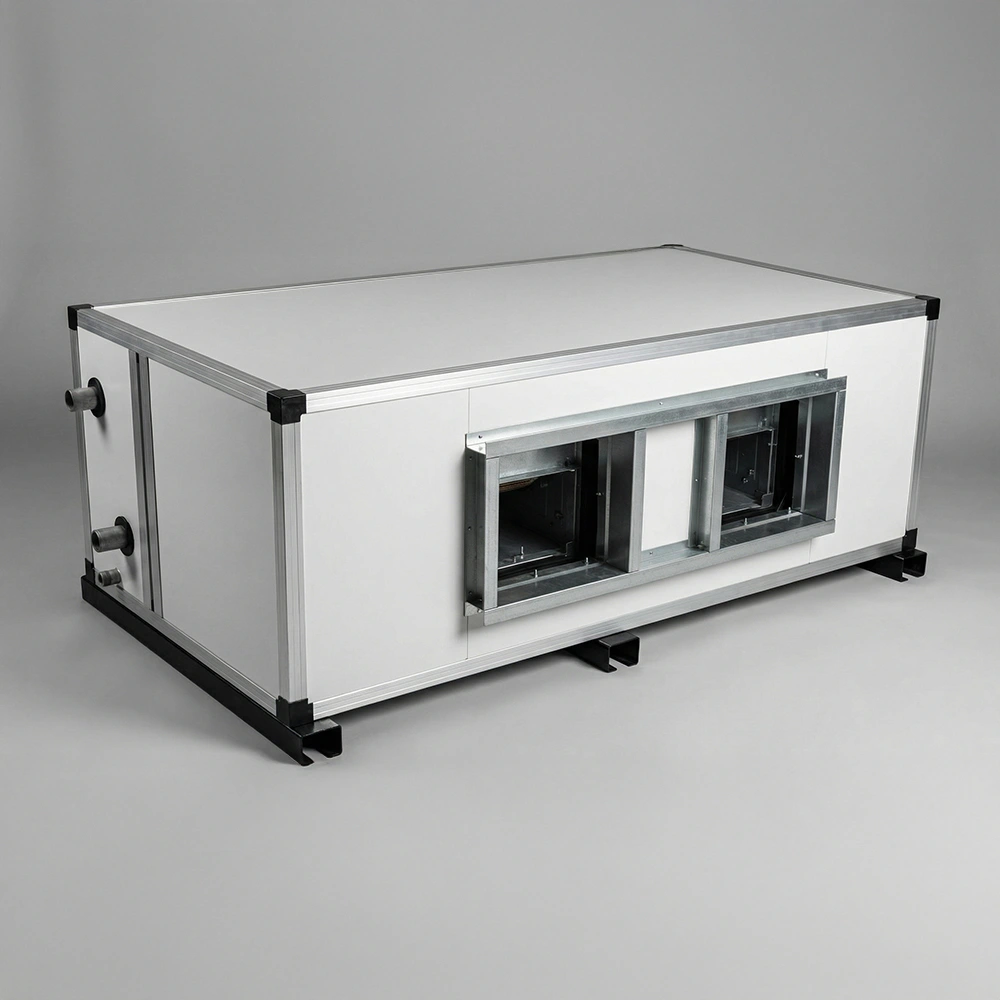
Air Handling Units (AHU) serve as the primary engines for your facility's climate, featuring a Double-Skin construction designed for maximum hygiene and structural durability. These units deliver uncompromising air purity through multi-stage filtration, ranging from G4 pre-filters to H14 HEPA filters, capable of eliminating 99.99% of airborne contaminants. Engineered for efficiency and flexibility, our custom modular designs integrate specialized dehumidification and advanced energy recovery systems, such as heat wheels or plate heat exchangers, to reclaim up to 75% of energy from exhaust air while fitting your facility's exact footprint.
For sectors where air purity is a non-negotiable requirement, our Cleanroom Solutions provide a complete suite of hardware designed for zero-defect production. Our self-powered Fan Filter Units (FFU) deliver localized laminar airflow to meet ISO Class 1 to Class 8 standards, ensuring ultra-low particle counts for microelectronics and pharma labs. To prevent cross-contamination, we integrate precision pressure management systems, using high-accuracy sensors and dampers to maintain the strict positive or negative pressure gradients your process demands.
The efficiency of an HVAC system is only as good as its delivery network. We provide prefabricated ducts manufactured on CNC-aided machines to ensure bare-minimum leakage and significantly reduced installation time. To eliminate heat loss and maintain thermal integrity, our ducting is insulated with high-grade polyethylene or nitrile rubber. These are paired with specialized Air Diffusing Ports, including precision grills, diffusers, and jet nozzles equipped with dampers, ensuring the exact volume of conditioned air is distributed to create a perfectly controlled environment.
For classified areas where air purity is a legal mandate, we integrate high-efficiency HEPA Filters as the final stage of filtration. Capable of capturing 99.997% of particles as small as 0.3 microns, these filters are either terminal-mounted in the room or integrated directly within the AHU. This level of filtration is essential for maintaining the sterile conditions required in pharmaceutical and microelectronic environments, providing a definitive barrier against dust, microorganisms, and airborne contaminants.
As the heart of process-heavy operations, our Industrial Chillers are available in both air-cooled and water-cooled configurations to ensure 24/7 industrial uptime. We utilize advanced Screw and Scroll compressor technology that dynamically adjusts power consumption based on real-time cooling loads, maximizing energy efficiency. These systems are engineered to provide rock-solid process stability by maintaining consistent chilled water temperatures, protecting sensitive machinery from thermal fluctuations while utilizing low-GWP refrigerants to meet your global sustainability goals.

Our HVAC systems utilize prefabricated ducting to ensure high-precision assembly and structural integrity. By manufacturing components in a controlled factory environment, we achieve tighter tolerances than traditional onsite fabrication. This method significantly reduces installation timelines and ensures air leakage remains at a bare minimum, maintaining system static pressure and motor efficiency.
For thermal regulation, ducts are lined with polyethylene or nitrile rubber to suppress heat loss and manage condensation in industrial climates. We also provide Pre-Insulated Ducts (PID)—an integrated solution that combines structural ducting with high-R-value insulation. These systems offer a lightweight, corrosion-resistant alternative suitable for specialized environments, including pharmaceutical cleanrooms and heavy manufacturing plants.

Air Handling Units (AHU) serve as the primary engines for your facility's climate, featuring a Double-Skin construction designed for maximum hygiene and structural durability. These units deliver uncompromising air purity through multi-stage filtration, ranging from G4 pre-filters to H14 HEPA filters, capable of eliminating 99.99% of airborne contaminants. Engineered for efficiency and flexibility, our custom modular designs integrate specialized dehumidification and advanced energy recovery systems, such as heat wheels or plate heat exchangers, to reclaim up to 75% of energy from exhaust air while fitting your facility's exact footprint.

For sectors where air purity is a non-negotiable requirement, our Cleanroom Solutions provide a complete suite of hardware designed for zero-defect production. Our self-powered Fan Filter Units (FFU) deliver localized laminar airflow to meet ISO Class 1 to Class 8 standards, ensuring ultra-low particle counts for microelectronics and pharma labs. To prevent cross-contamination, we integrate precision pressure management systems, using high-accuracy sensors and dampers to maintain the strict positive or negative pressure gradients your process demands.

The efficiency of an HVAC system is only as good as its delivery network. We provide prefabricated ducts manufactured on CNC-aided machines to ensure bare-minimum leakage and significantly reduced installation time. To eliminate heat loss and maintain thermal integrity, our ducting is insulated with high-grade polyethylene or nitrile rubber. These are paired with specialized Air Diffusing Ports, including precision grills, diffusers, and jet nozzles equipped with dampers, ensuring the exact volume of conditioned air is distributed to create a perfectly controlled environment.

For classified areas where air purity is a legal mandate, we integrate high-efficiency HEPA Filters as the final stage of filtration. Capable of capturing 99.997% of particles as small as 0.3 microns, these filters are either terminal-mounted in the room or integrated directly within the AHU. This level of filtration is essential for maintaining the sterile conditions required in pharmaceutical and microelectronic environments, providing a definitive barrier against dust, microorganisms, and airborne contaminants.

Every system we engineer is designed to master four "Canonic Functions" that define operational success.
Heating ventilation & air-conditioning system is the major energy consuming part in pharmaceutical manufacturing. More than 50% of input energy is consumed by HVAC system of the building. Our experienced pharma engineers at HVAX design the systems to achieve maximum power efficiencies without diluting on cGMP guidelines

In high-precision manufacturing, the physical shell of your facility is the first line of defense against contamination.
Read More
The most dangerous risks in your facility are often invisible; a stray airborne particle from a potent ingredient can compromise a product or, more critically, threaten the health of your operators.
Read More
Modern facilities are evolving into smart, connected ecosystems where environmental stability is non-negotiable.
Read More
In your world, a single microscopic particle is more than a nuisance; it is a risk that can compromise a life-saving drug, a high-tech battery cell, or a mission-critical server.
Read More
In an era of rapid industrial expansion, standard solutions often fall short of ambitious business goals.
Read More
In a high-precision environment, the difference between a breakthrough and a bottleneck often lies in the infrastructure.
Read More
In a high-precision environment, the difference between a breakthrough and a bottleneck often lies in the infrastructure.
Read More
In a fast-paced industrial landscape, speed-to-market and structural precision are the primary drivers of growth.
Read MoreWe're Gentle in our sales method, so we don't push our people to push you. You won't find us trying to endlessly upsell you, or force upon you only the products that we provide. We work with a network of both affordable and world-class brands. The project coming to realization is more important than anything else and we work to bringing that dream to fruition. To understand how we can find the right mix, click below to schedule a call with you.